
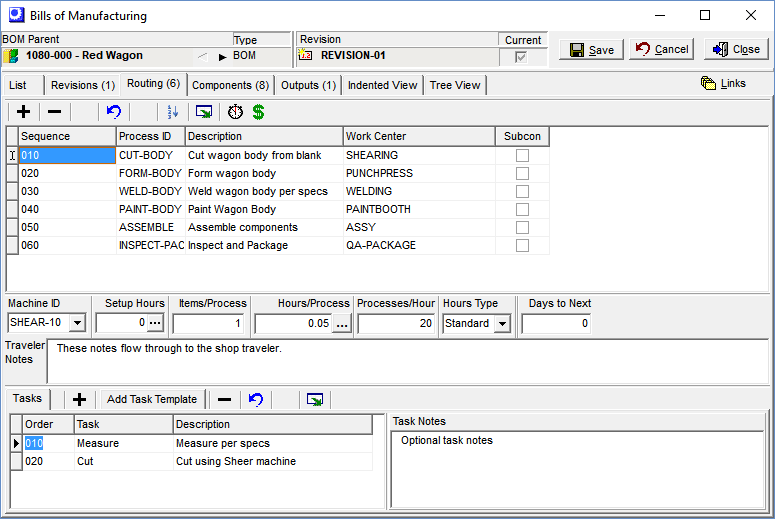
(BOM – Bills of Manufacturing - Routing Tab)
Setup, labor, and subcontract service specifications are entered on the Routing tab. These specifications are used for cost calculations, job scheduling, and process documentation for printing on the job traveler.
Link:

This tab is not visible for ‘Phantom’ or ‘Secondary’ BOM Types
Routings do not apply to ‘Phantom’ or ‘Secondary’ BOM types, in which cases this tab is not visible.
Screen Details
Buttons
+
Click this button to add one or more work center or subcontractor processes to the routing. Three options are available:
Work Center Process
Use this option to select a work center process. After the process is selected and copied into the routing sequence, the sequence details can be modified as needed.
Subcontractor Process
Use this option to select a subcontractor process. After the process is selected and copied into the routing sequence, the sequence details can be modified as needed.
Routing Generator
Use this option to generate a routing from a set of work center and subcontractor process selections. You are presented with the Routing Generator screen.
Routing Generator – Screen Details
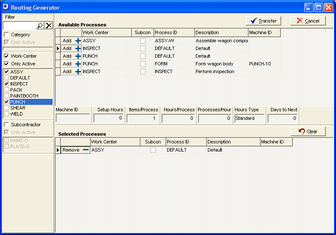
Filter Panel
Use the settings on the left panel to filter the processes that are listed in the main grid. Using the checkboxes, you can include or exclude processes by all or selected process categories, work centers, and subcontractors. During process selection, you can change these filters multiple times, if needed, to help you find particular types of processes.
Processes Grid
The processes that are listed in the main grid are determined by the filtering selections made in the left panel. Select each process for inclusion in the routing by clicking its Add button. As each process gets selected, it is removed from the Processes grid and is listed in the Selections grid below.
Selections Grid
Your process selections are listed in this lower grid and represent the routing that will ultimately be transferred into the BOM. If you change your mind and wish to remove a selection, click its Remove button.
Transfer Button
When your selections are completed, click this button to transfer them into the Routing screen.
–
Click this button to delete or replace a routing sequence. Two options are presented:
Delete Sequence
Select this option to delete the sequence.
Replace Sequence
Select this option to replace the current sequence with another process. From the lookup you select a process that will be swapped with the current sequence. The sequence number will remain the same.
NOTE1: In the work center process lookup, you can clear the Replace Cycle Times and Replace Tasks checkboxes if you wish to retain the current sequence’s cycle times and task details.
NOTE2: You cannot replace a work center sequence with a subcontract process, or vice-versa.
Resequence
Click this button to renumber the sequences in increments of 10, beginning with ‘010’, ‘020’, ‘030’, etc., preserving the existing sort order.
NOTE: This button is only visible when the Sequence Numbering – New Style option is selected in the BOM Defaults screen.
Undo
Click this button to “undo” any screen entries that have not yet been saved.
Output Grid
Click this button to launch the Grid Output screen. Buttons in the upper panel of that screen enable you to output the grid contents to an Excel spreadsheet, an HTML file, a CSV file, or to a printout.
Job Days Inquiry
Click this button to launch the Job Days Inquiry, which displays the estimated job days and job hours for each routing sequence, with grand totals. The calculations are based on a specified Job Qty, which by default is populated by the parent item’s Run Size setting.
Link:

Routing Costs Inquiry
Click this button to launch the Routing Costs Inquiry, which displays the estimated labor costs for each routing sequence, with grand totals. The calculations are based on a specified Job Qty, which by default is populated by the parent item’s Run Size setting.
Link:
Upper Grid
Sequence
This number identifies the sequence on screens, lookups, and reports and determines the order in which manufacturing processes are performed. The sequence number is also key in assigning BOM components to a routing operation where that material is to be issued. As each sequence is added, the program automatically assigns the number in increments of 10, beginning with ‘010’, ‘020’, ‘030’, etc. We strongly recommend that you use this numbering schema.
Process ID
This name identifies this process on screens and reports. It originates from the work center or subcontractor process that was used to create this sequence.
Description
This is an up to 50-character description of the process to be performed.
NOTE: On subcontract sequences, this description is also carried forward to the PO that is generated and sent to your subcontract supplier.
Work Center
This identifies the work center within which the process is performed. This can be an in-house work center or a subcontractor work center.
Subcon
This read-only checkbox is selected if this is a subcontractor work center, for reference only.
Center Panel – Cycle Times
If the sequence selected above is assigned to an in-house work center, the following set of fields displays, all related to this sequence’s “cycle times” (production rates).
Machine ID
This optional field is only visible when one or more machines are assigned to the work center. It identifies the machine assigned to this process. If the work center consists of multiple interchangeable machines, we recommend that you select one as the default machine and then change the machine assignment if needed at production time.
Setup Hours
Enter the estimated setup time for this sequence, expressed in decimal hours. For example, 30 minutes would be entered as ‘.5’. You can click the button in this field to launch a calculator to help you convert standard time into decimal hours.
NOTE: Only track setup time if it is a significant procedure and cost for your items. In the BOM > Cost Rollup, Setup cost is divided by the Run Size of the of the BOM to come up with an estimated unit cost. If the actual Job quantity differs from the Run Size your actual unit cost for Setup will vary from your estimate. There is nothing wrong with this variance, but it does cause confusion to many customers.
Items/Process
If this process yields one unit of the parent item, leave this field at the default setting of ‘1’. If this process yields a set of items (such as with a multi-cavity mold), enter the number of items in this field. The Hours/Process is divided by the Items/Process to determine the time required to make one unit of this item.
NOTE: If this is a “batch” type BOM, the batch size for this revision is inserted into this field by default on the first sequence. Whatever value is established on the first sequence is then used by default on all subsequent sequences.
Hours/Process
Cycle time is expressed in terms of “processes.” A process can be an assembly operation, a hit from a punch press, a mold cycle, etc. A process can produce a single part or several parts at a time. Enter the time (hours, minutes, seconds) required for each process.
NOTE1: As an alternative to making a time entry, you can enter the Processes/Hour (see next), which automatically calculates the Hours/Process.
NOTE2: The maximum number of hours you can enter in this field is 24 hours. If you have a cycle time longer than 24 hours, leave this field blank and use the Processes/Hour field instead. In that field, enter time based on this formula: 1 / # Hours. A cycle time of 40 hours, therefore, would be given a Processes/Hour value of ‘.025’. (When you do this, the Hours/Process field receives a nonsensical, value which you can safely ignore).
Processes/Hour
As an alternative to entering Hours/Process, you can express the cycle time in terms of Processes/Hour. The entry of either field automatically updates the other.
Hours Type
This setting determines how labor hours for this sequence are to be processed. Two options are available.
Standard (Recommended)
With this option, actual labor hours are not collected. Instead, standard hours from the job routing specifications are used for job costing purposes, based on completion quantities or finished status entered in the Job Labor screen.
Standard hours are recommended for improved throughput
When the Standard hours type is used against job sequences, labor can be quickly updated in just a few clicks because standard setup and labor hours are applied instead of actual hours. Using standard hours eliminates all the mechanical processes that are required to collect and report actual labor hours. Our recommendation is to use Standard hour sequences and commit to reporting completions when sequences are finished.
Use Standard hours for partially attended processes
Some work center machines can be started and run without the need for a worker to be present the entire time. To handle this scenario, the cycle time should be for the complete run time for the process. You can adjust the labor costing using the Labor Cost Factor in the BOM > Work Center > Details tab. For example, if the work center process is attended 20% of the time you can set the Work Center Labor Cost Factor to .20 and the Mfg OH Factor to 1. The costing will adjust the absorbed labor rate and leave the mfg overhead rate fully intact.
Use Standard hours for work center processes that require a team of workers
Some work centers require a fixed team size to perform a process. To handle this scenario, the cycle time should be for the complete run time for the process. You can adjust the Labor Cost Factor in the BOM > Work Center > Details tab to adjust the labor cost rate to reflect the team. For example, if the process requires a team of 2 workers, you can set the Labor Cost Factor to 2.
Actual (Use Sparingly)
With this option, actual worker hours are to be collected against this sequence and entered in the Job Labor screen. Here are a few possible scenarios that may utilize Actual hours:
▪When a process is one-off, custom in nature and has high variance potential from the estimated cycle time.
▪Job Shop environments that typically manufacture with a Job Quantity of 1
Special Warning Regarding Actual Hours
Our experience has shown that it is very difficult to perform actual hours in most manufacturing environments. The reality of most shops are that once an item is finished it is shipped out as soon as possible regardless of whether all of the costing information has been submitted. It is very easy to make errors or omissions in labor entry that can have a very consequential effect on your cost of sales accounts and make your income statement a challenge to interpret. Since the product is likely already out the door, there is not an opportunity to fix the costs after the fact. We strongly recommend Standard hours completions for most companies
Days to Next
This represents the number of workdays between the completion of this sequence and the start of the next sequence. This setting is used with cycle times for three purposes:
Move Time
There may be a predictable move time involved in getting these items from this work center to the next.
Forced Wait Time
Sometimes an item must wait before it can move on to the next process. A painted part might require drying time, for example.
Overlap
This can also be a negative number for situations where items produced on one routing sequence can be started in the next sequence without having to wait for the entire run to be completed before doing so. In scheduling terminology this is referred to as “overlap.”
Traveler Notes
You can enter unlimited freeform notes to describe the process to be performed in this sequence. These notes print on the job traveler and provide instructions to your shop personnel.
Center Panel – Subcontract Services
If the sequence selected above is assigned to a subcontractor, the following fields are displayed in the center panel:
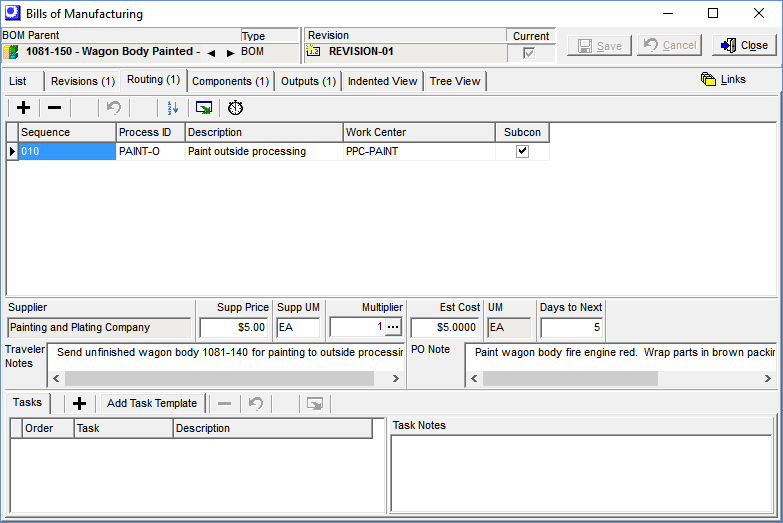
Supplier
This is the supplier that performs the subcontract service.
Supp Price
This is the price charged by the supplier for the subcontract service.
Supp UM
This is the supplier’s unit of measure, which may differ from your unit of measure. For example, a heat-treater might charge you by the pound or kilo for pricing purposes, but that price is translated (using the Multiplier) into the Est Cost, which conforms to the BOM parent’s unit of measure.
Multiplier
If the Supp Price and Est Cost have different units of measure, the Multiplier is used to translate the Supp Price into an Est Cost, using this formula:
Supp Price * Multiplier = Est Cost
NOTE: This field is given a value of ‘1’ by default.
Using the Multiplier Wizard
Click the button in this field to launch the multiplier wizard.

Use the wizard to enter a ratio between your quantity and the supplier’s quantity. For example, if a supplier charges you by the pound for heat treating and the item weighs five pounds, enter ‘1’ as your Stock Qty and ‘5’ pounds as the Buy Qty. The wizard calculates the multiplier for you. Click OK and the multiplier is inserted into the Multiplier field.
NOTE: The wizard entries are not saved and stored. Each time you launch the wizard, you must make new entries.
Est Cost
This is the estimated cost that is used by the Cost Rollup to help calculate the total estimated cost for the BOM Parent. It is calculated by the program as follows:
Supp Price * Multiplier = Est Cost
UM
This is the unit of measure associated with the BOM parent and its estimated cost.
Days to Next
This is the number of days it takes to get the items sent out and received back from the supplier.
Traveler Notes
The notes entered here print on the job traveler. These notes are for shop personnel and are not passed over to the PO that ultimately gets generated for this subcontract service.
PO Notes
The notes entered here get passed into the PO that ultimately gets generated for this subcontract service. These notes do not print on the job traveler.
Tasks
“Tasks” can be used to break the sequence down into specific steps, for reference purposes. All this information prints on the job traveler.
NOTE: Tasks are for documentation purposes only (such as inspection procedures) and have no effect on costing or scheduling.
Order
This number determines the order in which the tasks are performed. The program automatically assigns this number in increments of ‘10’, which can be overridden.
Task
You can enter a task name or you can select a “task template” from the Add Task Template lookup. Task templates are maintained in the Task Templates screen.
Description
Enter an up to 50-character description of this task.
Task Notes
Enter freeform notes to further describe this task.
